

The assembly line, an innovation that revolutionized manufacturing, stands as a testament to industrial efficiency and mass production. For decades, it has been the bedrock of automotive manufacturing, enabling companies to produce vehicles at scale, meet global demand, and drive down costs, making cars accessible to millions. Despite its proven superiority for high-volume production, history is replete with instances where even major automotive players attempted to deviate from this established paradigm, often with significant consequences.
These strategic deviations, alongside inherent operational flaws within alternative production models, highlight critical lessons for the modern industrial landscape. As we delve into the annals of automotive history, we uncover a series of calculated risks and experimental approaches that, while well-intentioned, ultimately underscored the enduring power of the assembly line. This article will explore these fascinating historical missteps and the fundamental challenges that emerged when manufacturers dared to question the efficiency of a system that, for mass production, remains king.
We will examine specific cases where companies sought to replace traditional assembly lines with more flexible, group-based, or stationary production methods, often with idealistic goals of humanizing work or increasing adaptability. What becomes clear from these experiments, however, is a consistent pattern: the inherent complexities and inefficiencies of departing from a streamlined, linear flow shop model. These historical endeavors, in essence, reveal a set of ‘mistakes’ that, when viewed through the lens of productivity and consistency, offer invaluable insights into what truly drives successful large-scale manufacturing.

1. Volvo Uddevalla (1990 Experiment)*
In 1990, the Swedish automotive giant Volvo embarked on an ambitious experiment at its Uddevalla plant, echoing a similar venture previously undertaken at its Kalmar facility in 1984. This initiative was spearheaded by then-CEO Pehr G. Gyllenhammar, who championed the vision of eliminating traditional assembly lines in favor of a more flexible, parallel station approach for car assembly. The aim was to create a more ‘humane’ factory environment, granting workers greater autonomy and a broader scope of tasks.
Initially, the Uddevalla plant operated with seven hundred employees on a conventional assembly line. This was dramatically transformed into forty-eight parallel stations, meticulously organized into eight distinct teams, each comprising approximately nine workers. Under this innovative system, each team was tasked with assembling complete cars independently, without the constant movement characteristic of a linear assembly line. On average, each worker would contribute to roughly one-quarter of a car’s total assembly, fostering a sense of ownership over a significant portion of the vehicle. Remarkably, this setup also saw the removal of traditional supervisors, replaced instead by a single ombudsman role, further emphasizing worker empowerment and self-management.
The results of the Uddevalla experiment, much like its predecessor in Kalmar, painted a mixed picture. While the plant’s performance was not deemed ‘really bad’ when benchmarked against other Swedish Volvo facilities, it conspicuously lagged far behind the efficiency and productivity benchmarks set by industry leaders like Toyota in Japan and the highly successful US Toyota GM joint venture, NUMMI. The experiment encountered persistent productivity problems, largely attributed to a palpable lack of established standards – not only for production processes but critically, for improvement methodologies themselves. This absence of clear benchmarks made systematic progress exceedingly difficult.
After a four-year run, the Uddevalla plant was ultimately shuttered in 1994. While the official justification cited Volvo’s broader issue of overcapacity, the underlying reality often dictates that automakers typically close their under-performing plants rather than their efficient ones. The relatively short lifespan of this innovative yet ultimately struggling facility suggests a failure to learn from past experiences, particularly the Kalmar plant. It underscored the profound challenges of deviating from optimized flow shop principles in mass production.

2. Mercedes-Benz Rastatt (1992 Experiment)
The Mercedes-Benz plant in Rastatt, Germany, which commenced production in 1992, represented a significant new chapter for the luxury automaker as its third automotive final assembly plant in the country. This facility was conceived with an ambitious vision, heavily inspired by the forward-thinking — yet ultimately problematic — approaches pioneered by Volvo in its Uddevalla and Kalmar plants. Mercedes-Benz aimed to design a ‘Humane Fabrik,’ or ‘Humane Factory,’ a concept developed through extensive cooperation between the Daimler-Benz Board of Management and the workers’ representative.
The core objective at Rastatt was a conscious effort to move away from conventional assembly lines, embracing instead what was termed ‘box production’ (‘Boxenfertigung’) coupled with extensive group work. While it wasn’t a complete eradication of assembly lines, there was a substantial organizational push to integrate these group-based manufacturing cells wherever feasible. This represented a nuanced, rather than radical, departure from pure linear production, indicating a cautious ‘testing of the waters’ rather than a full embrace of ‘Volvoism’ as seen in the Swedish experiments.
Specific operations, particularly those most susceptible to model-mix variations such as interior trim and the intricate installation of wiring harnesses, were designated as stationary workplaces. Here, individual work cycles were expanded, ranging significantly from 70 to 120 minutes, allowing for more comprehensive task completion by a single worker or small team. Other production activities, however, continued to be performed on assembly lines, albeit with a flexible takt time that varied between five and twenty-five minutes, adapting to the specific demands of the assembly type. This hybrid approach sought to balance efficiency with worker empowerment.
Despite its innovative design and noble intentions, the Rastatt experiment, much like its Volvo predecessors, proved to be short-lived, lasting only four years. By 1996, with the plant poised to commence production of the Mercedes-Benz A-class, the original production philosophy was entirely reversed. The facility transitioned almost completely to a system predominantly reliant on traditional assembly lines. This reversion underscored the immense practical challenges and inherent inefficiencies encountered when attempting to scale such flexible, group-oriented methods to meet the rigorous demands of high-volume mass production within a competitive automotive market.

3. Audi Neckarsulm and Györ (2017 Modular Assembly Initiative)
Fast forward to 2017, and another prominent German automaker, Audi, signaled its intention to embark on a similar path of production reimagination. The company announced ambitious plans to abolish the conventional assembly line within its Neckarsulm plant in Germany, with subsequent expansion to its Györ plant in Hungary. The proposed alternative was a highly flexible system of ‘assembly islands,’ a concept Audi dubbed ‘modular assembly’ (‘Modulare Montage’). This was initially implemented for the high-performance R8 sports car at Neckarsulm and slated for rollout in Györ.
Audi’s vision for this new system involved deploying two hundred independent assembly stations, meticulously supplied and navigated by Automated Guided Vehicles (AGVs), effectively replacing the singular, linear flow of a traditional assembly line. The company touted this modular approach as being inherently ‘highly flexible and more robust,’ capable of adapting swiftly to varying production demands and vehicle specifications. A central computer system was designed to orchestrate the AGVs, ensuring a flawless and synchronized production sequence across these disparate islands. This announcement generated considerable media buzz, with numerous articles proclaiming the ‘end of the assembly line’ and liberally incorporating popular industry buzzwords such as big data, digital processes, Supply Chain 4.0, and Smart factory.
However, in the years following this much-heralded announcement, there has been a noticeable silence regarding the actual success or widespread adoption of this modular assembly initiative. Since 2022, substantive news pertaining to its achievements or broader implementation has been conspicuously absent, leading to the informed speculation that this ambitious undertaking, like so many before it, has likely faded away. This pattern suggests a recurring challenge in translating theoretical flexibility into practical, scalable mass production efficiency.
Indeed, while car manufacturers often engage in a degree of exaggeration when promoting their technological prowess and production achievements, Audi, in particular, seems to embrace this with exceptional enthusiasm. The quiet dissolution of such a high-profile initiative further reinforces the historical pattern: despite the allure of innovative alternatives, the fundamental advantages of the assembly line in terms of cost-efficiency, standardization, and throughput for mass production have proven exceedingly difficult to genuinely surpass or even replicate in alternative models.
Car Model Information: 2023 Audi R8 V10 performance RWD S tronic
Caption: Audi R8 V10 Plus (Type 4S)
Manufacturer: Audi
Production: June 2006 – March 2024,(45,949 Units)
Class: Sports car
BodyStyle: coupé
Layout: Longitudinal engine,Mid-engine design,rear-wheel-drive
Sp: uk
ModelYears: 2007–2024
Categories: 2010s cars, 2020s cars, All articles with unsourced statements, Articles with short description, Articles with unsourced statements from March 2019
Summary: The Audi R8 is a mid-engine, 2-seater sports car, which uses Audi’s trademark quattro permanent all-wheel drive system. It was introduced by the German car manufacturer Audi AG in 2006. Production ended in the first quarter of 2024.
The car is exclusively designed, developed, and manufactured by Audi AG’s private subsidiary company manufacturing high performance automotive parts, Audi Sport GmbH (formerly quattro GmbH), and was inspired by the Lamborghini Gallardo albeit the second generation is built using the Huracán platform. The fundamental construction of the R8 is based on the Audi Space Frame, and uses an aluminium monocoque which is built using space frame principles. The car is built by Audi Sport GmbH in a newly renovated factory at Audi’s ‘aluminium site’ at Neckarsulm in Germany. At the time it was introduced in 2006, the R8 became the first production car with full-LED headlamps.
Get more information about: Audi R8
Buying a high-performing used car >>>
Brand: Audi Model: R8
Price: $179,999 Mileage: 1,305 mi.
4. Problems with Box Production: Irregular Material Flow
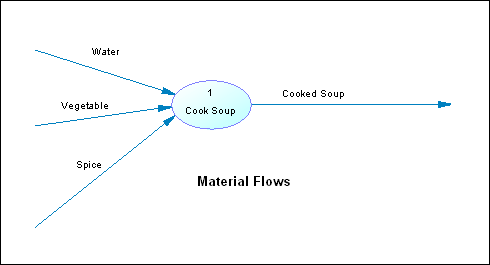
The fundamental design difference between assembly lines, often referred to as flow shops, and alternative methods like ‘box production’ or job shops, lies in their approach to material movement. In a flow shop, all materials inherently progress in the same direction, a streamlined flow that significantly simplifies logistical management. This predictability means parts consistently arrive at designated locations on the shop floor, facilitating efficient setups, such as ‘milk runs’ for replenishment, which are designed around fixed routes and predictable needs.
Conversely, job shops are characterized by an inherently irregular material flow. This non-linear movement means materials may crisscross the shop floor, moving back and forth between different stations based on the specific requirements of each unique product or sub-assembly. Such erratic patterns introduce significant challenges in logistics and inventory management. The constant redirection and varied pathways inevitably lead to imbalances within the system, creating bottlenecks and fluctuations in work-in-progress inventory.
These imbalances are not merely minor inconveniences; they have tangible financial implications. Increased fluctuations in inventory directly translate to a higher overall inventory holding. This ties up capital, requires more storage space, and increases the risk of obsolescence or damage. The lack of a consistent, unidirectional flow means that the system is less predictable, making it harder to optimize material handling and ensure that components are precisely where they need to be, when they need to be there. This foundational issue undermines the very efficiency that mass production seeks to achieve, making it a critical ‘mistake’ when deviating from flow shop principles.
Read more about: Six-Figure Dreams: 14 Iconic 1990s Cars That Are Now Worth a Fortune
5. Problems with Box Production: Difficulty in Organization and Worker Switching
Beyond material flow, the organizational structure within a job shop presents a different set of challenges compared to the rigid, yet efficient, framework of an assembly line. A job shop, by its very nature, is considerably harder to organize and manage effectively. The tasks performed at each station can vary widely, requiring workers to possess a broader range of skills or to constantly adapt to changing requirements. This inherent variability necessitates a more flexible, but often less efficient, deployment of human capital.
One of the most significant operational drawbacks is the frequent need for workers to switch between different stations as production demands shift or as different products require specific processes. This constant reallocation of personnel is not only disruptive but also a significant source of inefficiency. Unlike an assembly line where workers often remain at a single station performing a specialized, repetitive task, job shop workers might move several times within a shift. This movement disrupts rhythm and focus, introducing potential for errors as individuals transition between varied roles and tools.
Crucially, this worker mobility often leads to process downtime. Each time a worker moves to a new station, there’s a period of adjustment, setup, or waiting for materials or preceding tasks to be completed. This ‘waiting for workers’ phenomenon means that machines or workstations may sit idle, generating no output, simply because the required labor is in transit or engaged elsewhere. Such downtime directly impacts overall throughput and productivity, making the system inherently less efficient than a continuous flow assembly line where roles are fixed and processes are tightly integrated to minimize such delays.
6. Problems with Box Production: Increased Time for Searching and Planning
Job shops, or box production environments, inherently demand a substantially greater investment of time and effort in managing their operational intricacies compared to the streamlined nature of assembly lines. A significant portion of this additional time is consumed by the non-value-added activities of searching for materials, locating specific work orders, and constantly having to rearrange the system to accommodate fluctuating production needs. This constant ‘seek and find’ process is a direct consequence of the irregular material flow and varied task assignments that characterize job shop operations.
The planning phase for job shops is also considerably more complex and fraught with uncertainty. Lead times, the duration from the start to the completion of a production process, tend to be highly variable. Unlike assembly lines with predictable cycle times, job shops grapple with a multitude of factors that can extend or shorten lead times, making precise scheduling a formidable challenge. This variability makes it exceedingly difficult to provide reliable delivery estimates, manage customer expectations, and synchronize subsequent production stages effectively.
Moreover, the interconnectedness of job shop operations means that even seemingly minor delays at a single workstation can have disproportionately ripple effects throughout the entire production plan. A hold-up in one ‘box’ or station can create a backlog that propagates through subsequent stages, throwing off schedules and potentially ruining the entire production forecast. The system is often reactive, responding to problems only after they have manifested, rather than proactively preventing them. This inherent lack of foresight and control over lead time variations demands an ongoing, intensive planning effort, a burden largely alleviated in the more predictable environment of an assembly line.
Read more about: Post-Warranty Peril: 5 Vehicles That Fail Right After Coverage, And 5 That Go The Distance

7. Problems with Box Production: Less Urgent Problem Fixing
One of the insidious, yet frequently overlooked, drawbacks of job shop or box production models is the diminished urgency associated with problem identification and resolution. In a traditional assembly line, where production flows continuously and sequentially, a single defect or stoppage at any point has an immediate and glaring impact on the entire line. The entire system grinds to a halt, or at least significantly slows, making the problem instantly visible, critical, and demanding of immediate attention. The collective pressure to restore flow ensures rapid troubleshooting and rectification.
In contrast, within a job shop, a problem occurring at a specific workstation or ‘box’ often affects only that isolated segment of the production process. A machine breakdown, a quality issue, or a material shortage might only impede the progress of one team or one particular product being assembled in that specific area. While certainly problematic for that specific task, the ripple effect on the *entire* production system is far less pronounced or immediately apparent. This compartmentalization, paradoxically, can be detrimental to overall systemic improvement.
Because the problem is localized, it is perceived as less urgent and, consequently, less likely to receive the immediate, high-priority attention that a line-stopping issue would command. It becomes ‘a problem for that station,’ rather than ‘a problem for the factory.’ This often leads to delays in addressing the root causes, as resources might be allocated to more broadly impacting issues elsewhere, or simply because the localized problem doesn’t scream for attention in the same way. The consequence is that issues in job shops can fester, leading to recurring inefficiencies and defects over time, simply because the system’s design doesn’t inherently compel rapid, decisive problem-solving for localized issues. This perpetuates a cycle of suboptimal performance, proving a silent, yet significant, ‘mistake’ in production strategy.
Read more about: Ford Mustang Mach-E Recall Alert: Unpacking the High-Voltage Fire Risk and Lockout Hazards for Owners

8. Problems with Box Production: Difficulty in Standardization and Improvement
Beyond the tangible issues of material flow and labor allocation, job shop models, or ‘box production,’ face an even more fundamental hurdle: the inherent difficulty in standardization. Unlike the highly structured and repetitive nature of an assembly line, where processes can be meticulously defined and optimized, the varied tasks and flexible pathways within a job shop make such standardization exceptionally challenging. This lack of a consistent, repeatable framework becomes a profound impediment to overall operational excellence.
Without clear standards, the very concept of ‘improvement’ becomes ambiguous and difficult to measure. How can a process be enhanced if there’s no benchmark against which to compare its current state or its desired future state? This absence means that even if a team identifies a more efficient way to perform a task, institutionalizing that improvement across a less standardized system is often a daunting, if not impossible, endeavor. It creates a production environment where progress is sporadic and localized, rather than systemic and continuous.
Indeed, the inability to effectively standardize processes directly correlates with the struggle to implement meaningful improvements. This critical flaw perpetuates a cycle where inefficiencies persist, and best practices remain confined to isolated instances rather than becoming integrated factory-wide policies. It’s a silent yet significant ‘mistake’ that undermines long-term productivity and quality in any non-assembly line mass production setting, compounding the issues identified earlier regarding problem resolution.

9. The Critical Role of Quality Control: An Introduction to the ‘Deadly Sins’
In the relentless pursuit of innovation and enhanced vehicle performance, the automotive industry navigates a challenging landscape. Manufacturers are under constant pressure to deliver cutting-edge technology, superior safety features, and exceptional reliability. This fierce competition and the demand for constant advancement often lead to significant investments in research and development, as well as new production methodologies.
However, this focus on innovation, while vital, frequently comes at the expense of crucial areas such as quality control. When budgets are stretched and attention is diverted, the meticulous processes designed to catch defects can suffer, creating vulnerabilities at various stages of production. This oversight can compromise the integrity and safety of the final vehicle, leading to substantial repercussions.
To truly understand the depth of these challenges, we must critically examine the persistent ‘deadly sins’ in automotive quality control. These seven critical errors, endemic to many production environments, systematically undermine product reliability and efficiency. Recognizing and addressing these fundamental flaws is paramount for any automaker striving for excellence in today’s demanding market, offering another lens through which to view manufacturing missteps beyond the assembly line itself.

10. Deadly Sin 1: Overreliance on Manual Inspection
One of the most pervasive ‘deadly sins’ in automotive quality control is the excessive dependence on manual inspections. For decades, the human eye and touch have been primary tools for identifying defects, a practice often steeped in tradition rather than optimal efficiency. This reliance persists even as vehicles become exponentially more complex and production volumes soar, placing an unbearable burden on human operators.
However, manual inspection is inherently prone to human error and variability. A quality inspector, no matter how experienced, can suffer from fatigue, distraction, or simply miss a subtle imperfection. This variability leads directly to inconsistent quality, where some defects pass undetected while others are caught, creating an unreliable quality assurance net. Such a system introduces an unpredictable element into a process that demands absolute precision.
The subjective nature of human assessment means that what one inspector deems acceptable, another might flag as a defect. This lack of objective, consistent evaluation compromises the overall integrity of the quality control process. In a high-stakes industry like automotive manufacturing, where safety and performance are non-negotiable, relying too heavily on fallible human judgment is a critical and costly mistake.

11. Deadly Sin 2: Outdated Inspection Methods
Closely tied to the overreliance on manual processes is the continued use of outdated inspection techniques. Many facilities still rely on traditional methods that primarily involve human visual assessment, often utilizing little more than a keen eye and perhaps a flashlight. These methods, while foundational in earlier eras, are woefully inadequate for the intricacies of modern vehicle manufacturing.
The consequences of such an approach are significant and far-reaching. Visual fatigue is an unavoidable reality for inspectors, particularly during long shifts or when examining minute details. This fatigue directly contributes to insufficient defect detection, allowing subtle yet critical quality issues to be overlooked. Moreover, the subjective assessment inherent in these methods means that the threshold for what constitutes a ‘defect’ can vary from person to person, day to day.
Modern automotive components, with their intricate designs, advanced materials, and precise tolerances, demand a level of inspection that human senses simply cannot consistently provide. These traditional techniques fall short in ensuring the comprehensive quality checks required for contemporary vehicles. Embracing new paradigms is not merely an option but a necessity to safeguard product integrity.

12. Deadly Sin 3: Failure to Implement Advanced Technology
A glaring omission in many automotive quality control regimes is the failure to adequately integrate advanced technology. Despite the widespread availability and proven efficacy of tools like artificial vision systems, sophisticated AI algorithms, and cutting-edge lighting technologies, their adoption remains inconsistent. This technological inertia represents a significant missed opportunity for profound improvements in quality assurance.
The absence of these advanced technologies severely limits a manufacturer’s ability to accurately and swiftly detect defects. Human inspectors, even the best ones, cannot match the speed, precision, and consistency of a well-calibrated vision system or an AI-powered defect detection engine. Crucial imperfections, which might be invisible to the eye or occur too quickly for human observation, are easily missed, undermining the entire quality control framework.
Furthermore, modern technology offers capabilities beyond simple detection, including the ability to measure, classify, and even predict potential issues. Without these tools, quality control effectiveness is severely hampered, leading to a higher incidence of latent defects. Investing in and deploying these advanced systems is no longer a luxury but a fundamental requirement for maintaining competitive edge and ensuring product excellence in an increasingly complex manufacturing landscape.
Read more about: The Unforgettable Roar: Unpacking Why ’60s & ’70s Engines Define an Era, Despite Their Flaws, and What Modern Tech Can’t Replicate

13. Deadly Sin 4: Inadequate Defect Traceability*
Another critical flaw, often underestimated, is inadequate defect traceability – the poor tracking and analysis of recurring defects throughout the production process. When a defect is identified, merely fixing it at the moment of discovery without understanding its origin or frequency is a superficial solution. This lack of deep investigation prevents manufacturers from addressing the root causes of systemic quality issues.
Without effective traceability, identifying patterns of recurring problems and implementing robust, corrective measures becomes exceedingly difficult. If similar defects appear repeatedly across different batches or vehicle models, but there’s no system to connect these instances, the underlying process flaw goes unaddressed. This inevitably leads to repeated issues, consuming valuable resources in re-work and potentially damaging brand reputation.
Such an oversight means that the organization operates in a reactive mode, constantly putting out fires instead of preventing them. A robust traceability system would allow engineers to pinpoint exactly when, where, and how a defect originated, enabling targeted interventions and process adjustments. Without this capability, the cycle of defects continues unabated, signaling a profound deficiency in quality management strategy.

14. Deadly Sin 5: Lack of Real-Time Data Reporting
The modern manufacturing environment generates vast amounts of data, yet a significant ‘deadly sin’ is the insufficient real-time reporting on quality metrics. Many systems are designed to collect data in batches or after significant delays, rather than providing immediate insights. This creates a critical lag between problem occurrence and problem awareness, severely hindering effective quality management.
This lack of timely and detailed data reporting directly hampers informed decision-making. When production managers and quality engineers don’t have up-to-the-minute information on defect rates, process deviations, or material anomalies, their ability to make immediate process adjustments is compromised. By the time the data becomes available, hundreds or thousands more components might have been produced with the same underlying flaw, escalating costs and complexity.
Real-time data reporting is essential for a proactive quality control system. It enables instantaneous feedback loops, allowing operators to detect trends, identify emerging issues, and implement corrections before they escalate into major problems. Without this immediate visibility, organizations are forced to rely on historical data, which by its nature, only tells them what went wrong in the past, rather than helping them prevent current and future mistakes.

15. Deadly Sin 6 & 7: Neglecting Preventive Analysis and Inadequate Investment in Modernization
The sixth ‘deadly sin’ involves a failure to leverage advanced analytical techniques for preventive analysis. The absence of deep learning methods and predictive analytics means that manufacturers are often reacting to problems after they manifest, rather than foreseeing and mitigating them. This reactive stance increases the likelihood of recurring defects and means missed opportunities for proactive process improvements that could prevent issues before they arise.
Compounding this oversight is the seventh and arguably most fundamental flaw: inadequate investment in modern quality control systems and technologies. Despite the clear benefits of advanced vision systems, AI, and machine learning, many companies hesitate to allocate sufficient capital for their implementation. This reluctance often stems from short-term financial pressures or a lack of understanding of the long-term cost savings and competitive advantages such investments provide.
The combined effect of neglecting preventive analysis and underinvesting in modernization is a quality control system that is inherently less precise, slower, and ultimately more costly. Without state-of-the-art tools and a forward-looking analytical approach, inspection processes remain rudimentary, leading to a higher incidence of defects and the significant financial burdens associated with rework, scrap, warranty claims, and customer dissatisfaction. These two sins together represent a systemic failure to embrace the future of quality, leaving manufacturers vulnerable in a rapidly evolving market.
As we have journeyed through the annals of automotive manufacturing, from the aspirational failures of alternative production systems to the systemic ‘deadly sins’ plaguing quality control, a singular truth emerges: the assembly line, despite its challenges and the allure of perceived alternatives, remains the undisputed king for mass production. Its efficiency and capacity for standardization are unparalleled, making deviations from its core principles fraught with peril. Yet, even with the assembly line’s dominance, its output is only as good as the quality control mechanisms safeguarding it.
Defects, as we’ve seen, can arise at every conceivable stage of automotive production, from the initial press shop to the final assembly line, impacting everything from structural integrity to the sophisticated components of an EV battery. The unfortunate reality is that a reduction in quality control budgets and a pervasive failure to invest in advanced technologies are not merely missed opportunities; they are critical errors that exacerbate these issues, ultimately affecting millions of vehicles and eroding consumer trust. To truly succeed, manufacturers must learn from these historical mistakes, not only in production methodology but also in the unwavering commitment to cutting-edge quality assurance. This means embracing advanced vision systems, artificial intelligence, deep learning, and machine learning to achieve unparalleled precision, efficiency, and inspection capabilities across every facet of automotive production, ensuring that the vehicles of today and tomorrow meet the highest possible standards of quality, safety, and performance.


